SIMMAX-WELDING

Курсы по работе с ПО для моделирования процессов сварки
Базовый курс. SIMMAX
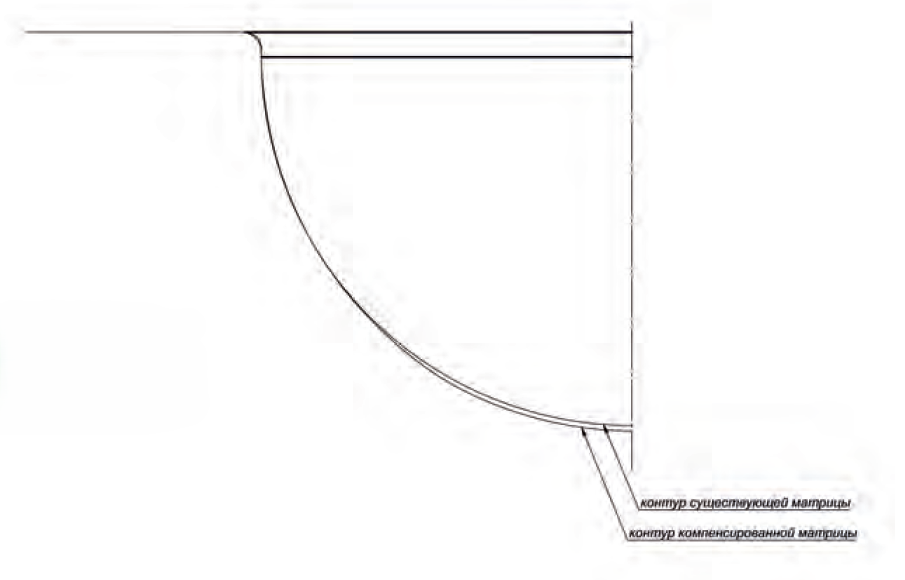
Специалисты ГК «ПЛМ Урал» выполнили моделирование процесса гидроформовки полусферы из сплава АМг6. Задачей проекта было снизить количество технологических переходов и промежуточных отжигов при изготовлении изделия с регламентированным утонением.
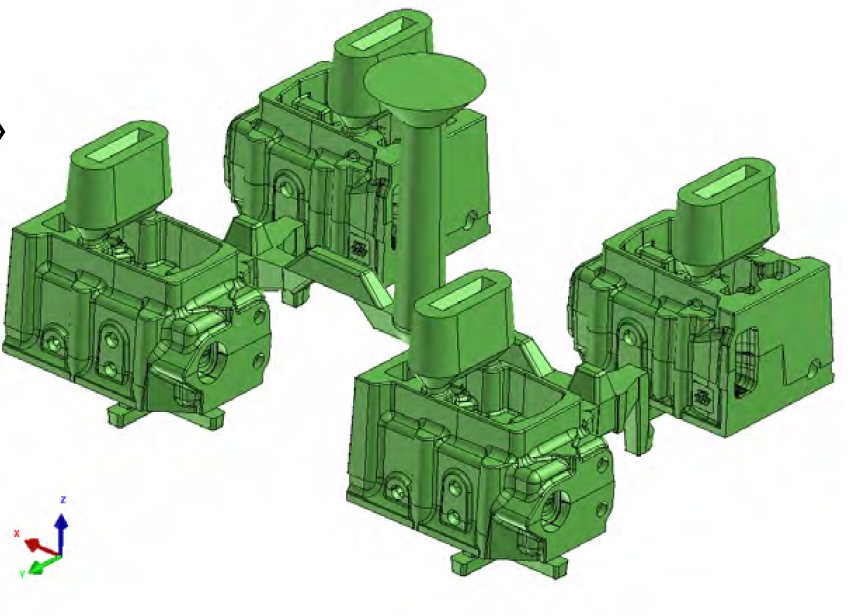
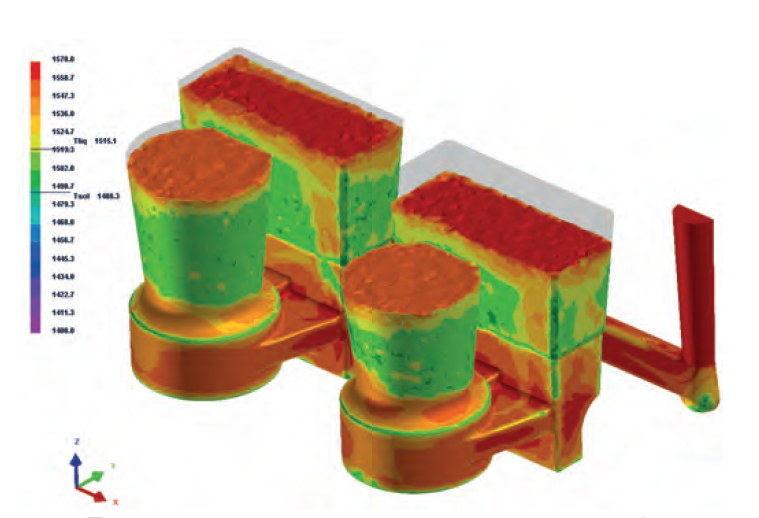
Специалисты ГК «ПЛМ Урал» выполнили моделирование нескольких вариантов технологии изготовления отливки «Головка цилиндра» для ПАО «Тутаевский моторный завод». Задачей проекта было сравнить качество отливок, получаемых из различных материалов, допустимых по конструкторской документации, и определить наиболее рациональный вариант технологии.
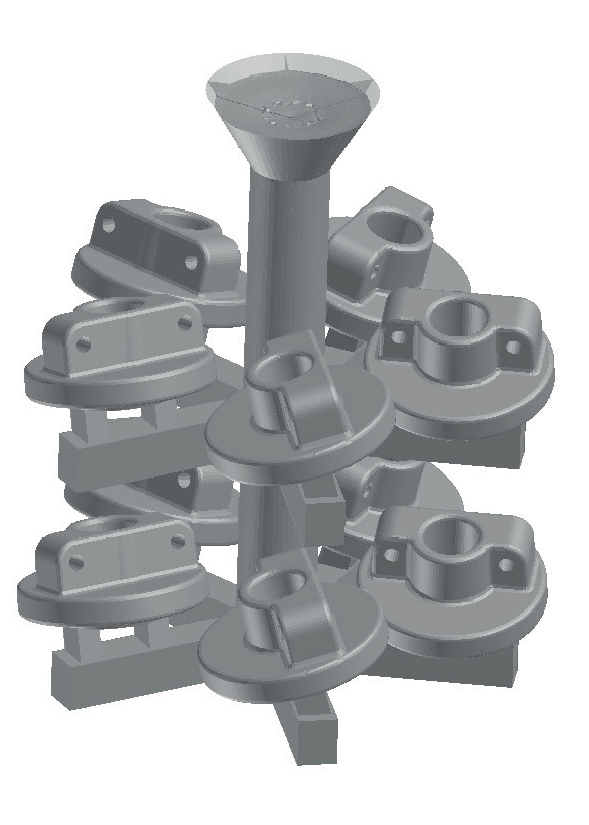
Специалисты ГК «ПЛМ Урал» выполнили моделирование технологии получения стальной отливки методом литья по газифицируемым моделям для ООО «ЛИТ». Задачей проекта было провести виртуальное опробование процесса заливки куста отливок с учетом газификации пенополистироловой модели и заранее оценить риски возникновения литейных дефектов.
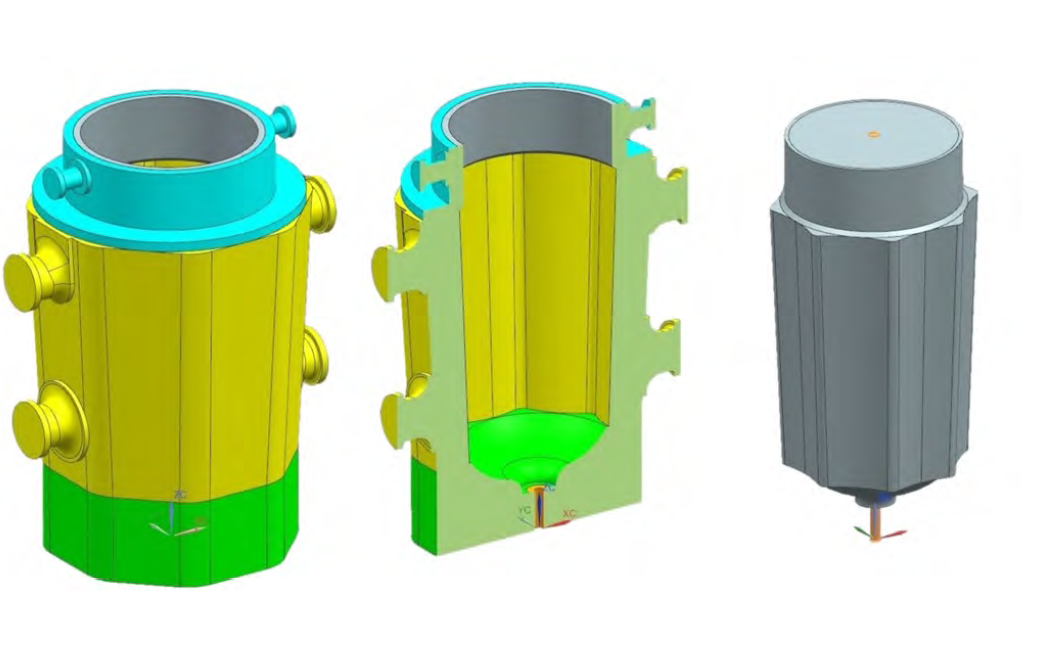
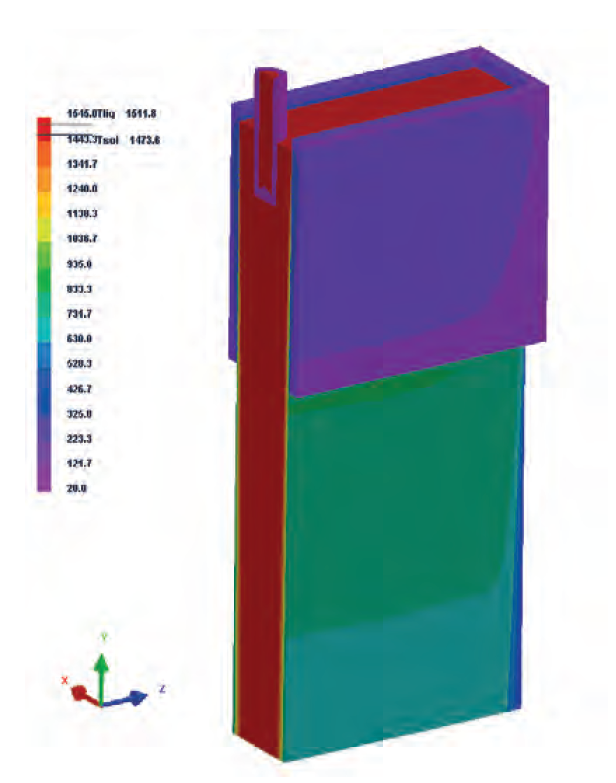
Специалисты ГК «ПЛМ Урал» выполнили моделирование процесса сифонной заливки слитка для ПАО «Русполимет». Задачей проекта был подбор оптимальной температуры подогрева изложницы, позволяющей получить отливку с минимальным количеством дефектов в виде осевой пористости.
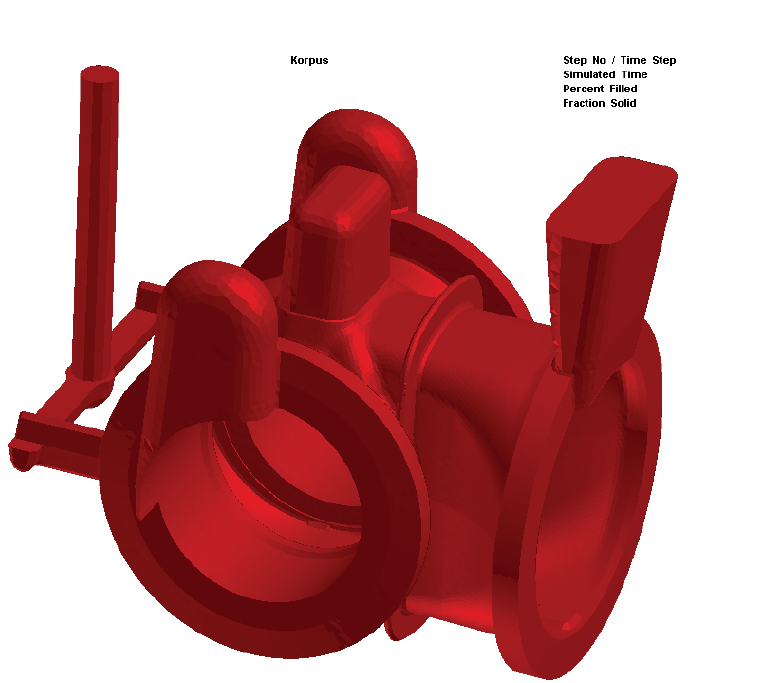
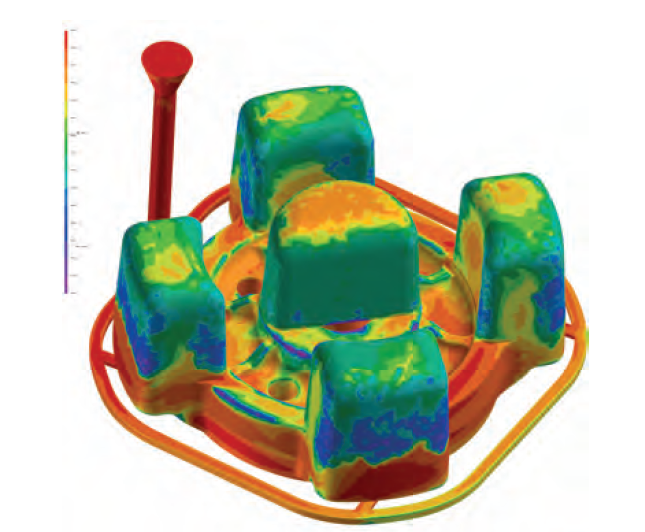
Специалисты ГК «ПЛМ Урал» выполнили моделирование термической обработки корпусной детали для оценки ее прокаливаемости. Задачей проекта было проверить заданный заказчиком режим нагрева, выдержки и закалки, а также определить, обеспечивает ли выбранная технология требуемые структурные превращения по всему объему отливки.
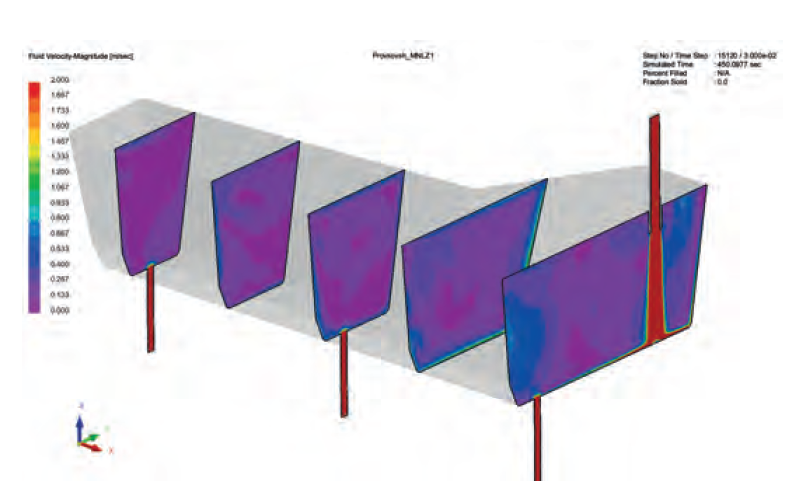
Специалисты ГК «ПЛМ Урал» выполнили моделирование литейного процесса для проектирования геометрии промежуточного ковша. Задачей проекта было снизить количество неметаллических включений в конечной непрерывнолитой заготовке за счет изменения конструкции дополнительных перегородок и турбостопов.
Специалисты ГК «ПЛМ Урал» выполнили моделирование литейного процесса для выбора оптимального переходного режима разливки стали. Задачей проекта было определить режим, позволяющий снизить количество неметаллических включений, увлекаемых потоком металла в слиток при замене погружных стаканов на установке непрерывной разливки стали.

Специалисты ГК «ПЛМ Урал» выполнили моделирование литейного процесса для оптимизации технологии изготовления отливки «Рабочее колесо». Задачей проекта было устранение усадочных дефектов в ступице и ободе изделия, изготавливаемого литьем по выплавляемым моделям с учетом неравномерности процесса затвердевания.
Специалисты ГК «ПЛМ Урал» выполнили моделирование литейного процесса для АО «ПО „Севмаш“». Задачей проекта было изменить литниково-питающую систему при изготовлении отливки «Корпус подшипника» из легированной стали в песчано-глинистых формах, чтобы устранить внутренние усадочные дефекты и повысить выход годного.
Специалисты ГК «ПЛМ Урал» выполнили моделирование литейного процесса для АО «ЕВРАЗ НТМК». Задачей проекта была оптимизация размеров прибылей при изготовлении отливки «Колесо» из легированной стали в песчано-глинистых формах с целью снижения количества усадочных дефектов.
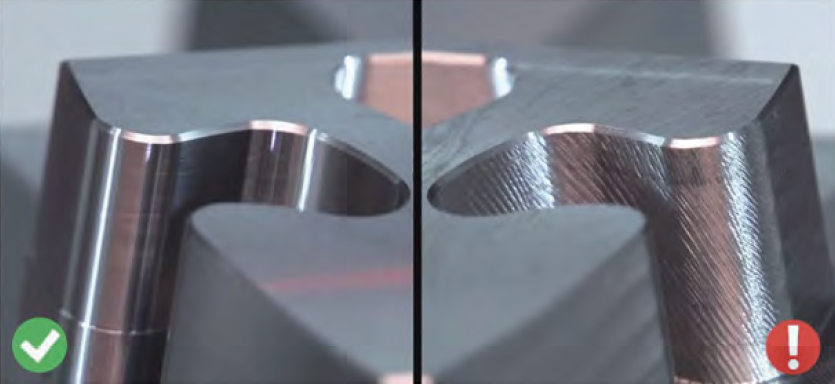
Специалисты ГК «ПЛМ Урал» выполнили моделирование процесса лезвийной обработки для анализа качества поверхности при фрезеровании профиля стенки. Задачей проекта было оценить влияние вибраций и режимов резания на появление дефектов обработанной поверхности, а также определить условия, при которых можно повысить производительность без ухудшения качества детали.

Специалисты ГК «ПЛМ Урал» выполнили моделирование производства корпуса катамарана технологией вакуумной инфузии для АО «СНСЗ». Целью проекта было определить оптимальную технологию изготовления изделия, позволяющую исключить образование сухих зон, а также сократить количество точек подвода и отвода связующего.
