

PAM-STAMP. Учет и устранение эффекта упругой деформации штампов и пресса в процессе штамповки
Влияние типа пресса на прогиб инструментов является одним из ключевых ограничивающих факторов, влияющих на время разработки инструмента. Очевидно, что в большинстве практических случаев прогиб пресса, который применяется для отработки технологии не будет соответствовать прогибу прессов на производственной линии и, следовательно, потребуется определенное количество дополнительных модификаций инструмента во время отработки технологии.
Такая же проблема возникнет в случае переноса производства на другой пресс или в другой штамповочный цех с другим прессовым оборудованием. Деформация прессов особенно часто наблюдается в случае штамповки габаритных панелей и асиметричных деталей. Учет упругих деформаций инструмента при моделировании штамповки не является чем-то новым, но обычно это применяется на последнем шаге расчета процесса штамповки, когда контактные силы переносятся на матрицу и запускается статический расчет для вычисления упругих прогибов инструмента. Но такой анализ позволяет прогнозировать упругие деформации инструмента только в конце хода пресса, таким образом не учитывается влияние упругих деформаций инструмента в течение всего рабочего хода и их влияние на процесс формоизменения и качество конечной детали.
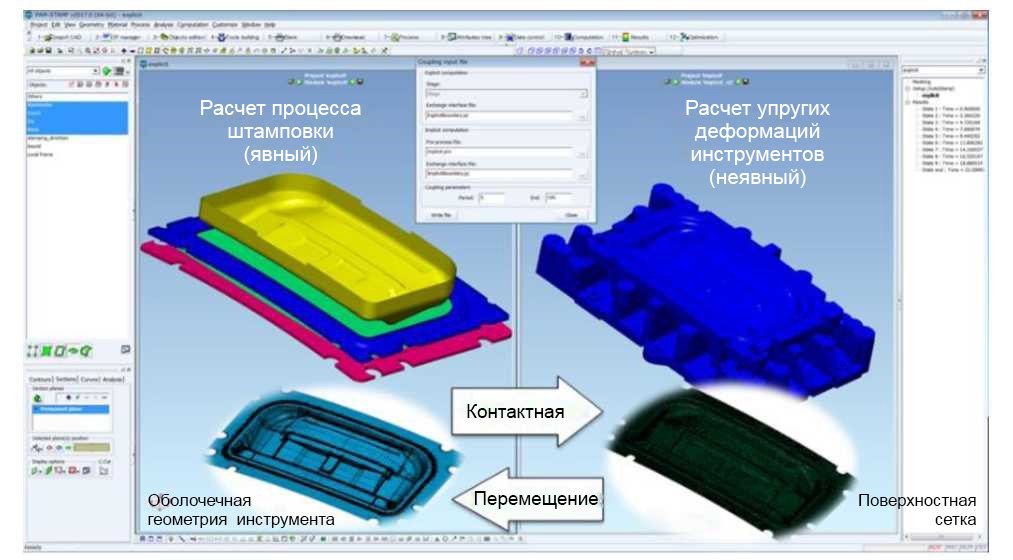
Чтобы учесть деформацию инструмента во время штамповки, ESI разработала эффективный метод решения с использованием решателя XMX®, который позволяет учитывать упругие деформации инструмента на каждом шаге. В рамках данной работы происходит одновременный расчет процесса штамповки с учетом деформаций инструмента. Для моделирования процесса деформирования заготовки используется динамический явный метод (explicit method). С другой стороны, статический неявный метод (implicit method) используется для анализа деформируемого инструмента, что позволяет максимально сократить время расчета. Решатель PAM-STAMP используется как для явного, так и для неявного анализа.

Благодаря технологии комбинирования, оба типа анализа обмениваются данными в ходе всего расчета процесса штамповки. Распределение контактной силы на штамповом инструменте, расчет которой осуществляется в ходе расчета процесса деформирования, переносится на поверхностную сетку инструмента в рамках расчета упругой деформации инструмента. Затем упругие деформации штампового инструмента вычисляются в неявном решателе, и перемещения узлов переносятся на сетку штампового инструмента в расчете процесса штамповки.
Следующий этап – перестройка сетки штампового инструмента с учетом упругого воздействия на предыдущем шаге в рамках расчета процесса штамповки. Данный цикл повторяется до завершения расчета всего процесса штамповки. На втором изображении показано применение данного метода на инструменте боковой панели кузова, где учитываются как прогиб инструмента под действием силы тяжести, так и прогиб во время всего процесса штамповки.
Это исследование показало, что простая оптимизация геометрии инструмента, основанная на статическом расчете упругих деформаций в инструменте только на последнем шаге расчета, приводят к худшему результату, поскольку локальные деформации скручивания прижима во время штамповки не были учтены, а оптимизированная конструкция инструмента имела меньше локальной жесткости при кручении, чем исходная конструкция прижима. www.cae-systems.ru/blog